��϶�ʷ������E��
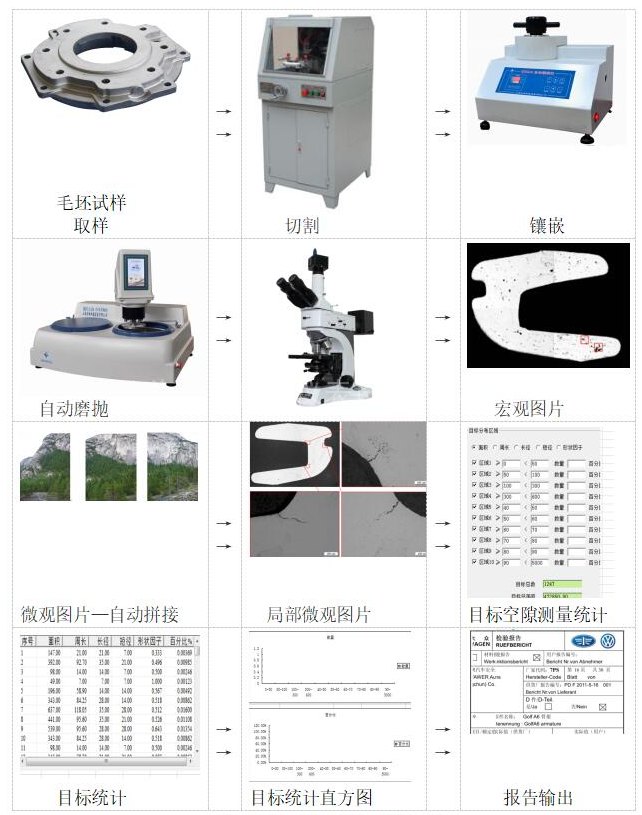
һ��ȡ�ӣ��и�C���� ���ý���ԇ���и�C�и��°������z�y��λ��ԇ��
�����Ƕ������ԇ���Ƕ�C�������Ƕ���� ����Сԇ�ӣ�����ԇ�ӵȣ����˱��o���Ӆ^��ķ����Ϳɿ��ԣ������Ƙ��^������ɵ�׃�κ͛_����ͨ�^�Ƕ�̻��ķ�ʽ���@�ؘ�Ҏ��ijߴ磬�禵30x15mm����ʹ�ú��m���ֳ֣������Ԅ�ĥ���Q����ܡ�
�Ƕ�֞���Ƕ�����Ƕ�ķ�ʽ��
1�����Ƕ�����ý���ԇ���Ƕ�C�ӟ�Ӊ��ķ�ʽ��ʹ��ԇ���ژ�֬�й̻����r�g�̟o��Ⱦ���̻����ȸߣ�
2�����Ƕ���Ƕ�ۺ̻�����ͬ�ں���ģ���ߊA���У����̺�@�ù̻���ԇ�ӣ��e�m�ϲ��ܼӟ�Ӊ��IJ��ϣ���������Ҫ���Ʒ������ض���λ��ԇ�ӡ�
������ĥ���Aĥ������ȣ�����C��ĥ���C�ȣ�
��ĥ�������|���e��ģ�����ɰ݆�C��ɰ݆Ƭ��ɰ݆�P���M�д�̎����
�Aĥ�����ôּ���ͬĿ��ɰ�����քe�M�д�ĥ����ĥ��̎����
���⣺���Ò������z����z�q�������q�ȣ�+����ʯ���F���℩���M�д֒��;���������
�ġ����g�� ���ֿ�϶�ʙz�y��Ҫ�m���ĸ��g�����g��ʹ�ÿ�϶�������@���������������
�壺��϶�ʙz�y������Ҫ��͘˜��x����ƥ����@�R�M���^�졢�D��ݔ���Ϳ�϶�ʙz�y�����@�Ùz�y��棻
ԓ�O��M���X�Ͻ��V�Ͻ�⁺Ͻ�Ƚ����T���Ŀ�϶�șz�y�����ܰ���VDG���F�����T���w�e̝�p���O���� ��϶�ʷ����К���
1����Ҫ���o�Bؓ�ɵIJ�����
2����Ҫ�DŽӑBؓ�ɵIJ�����
3����������������Ҫ��IJ�����
4���]��Ԕ���f��Ҫ��IJ�����
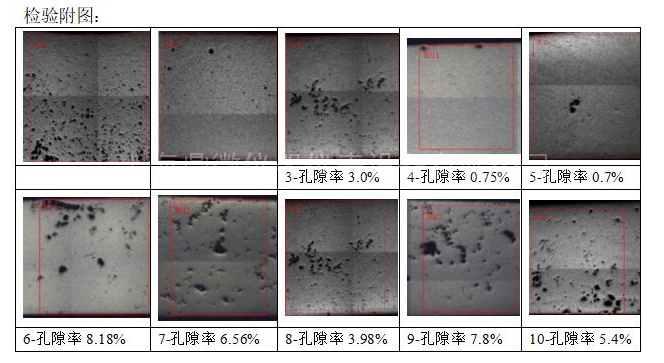
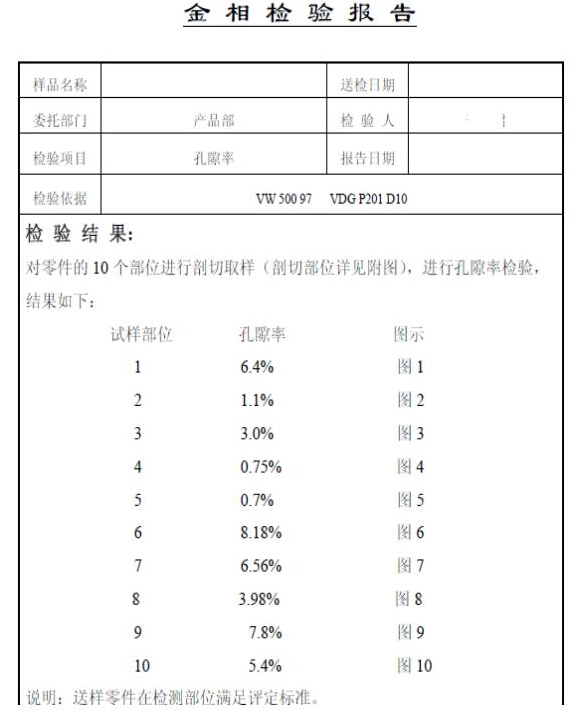
��϶�ȣ�
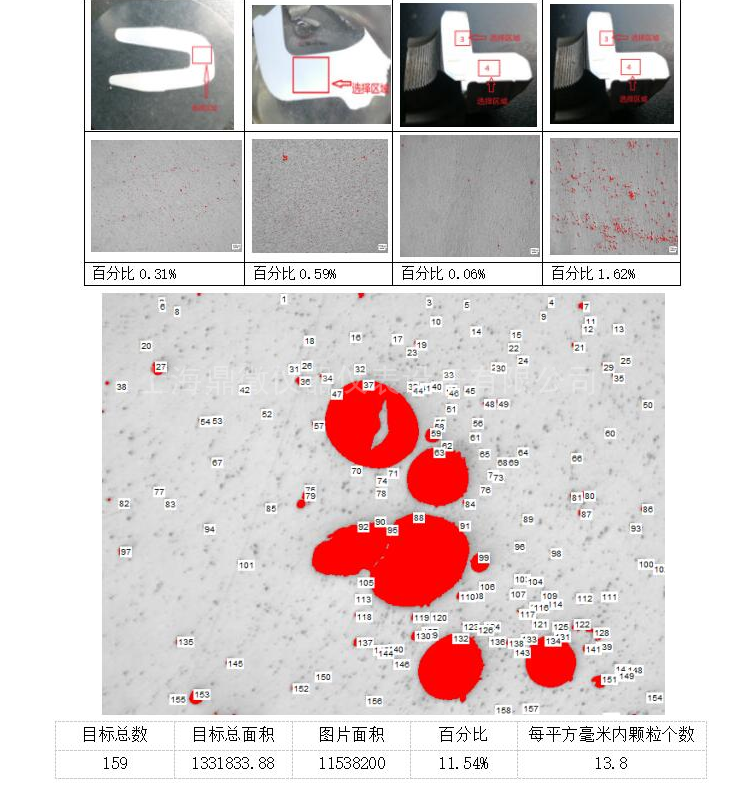
1����3X4mm��5x6mm��7x8mm�ȣ�ҕ���w�˜ʶ�������ҕ�����M�з������ԄӜy����϶��eռ�x������e�İٷֱȣ��ԄӜy���ο�*��ֱ������Ч�Aֱ����
2���ٷֱȞ��λ����N�1��2��4��*�����S�Ŀ�϶�ȡ�
3������N�3��������Ҏ����*�����S�Ě�ה���
4��ֱ���������֮�g*�����S�Č���ֱ����


 ԓ�O��M���X�Ͻ��V�Ͻ�⁺Ͻ�Ƚ����T���Ŀ�϶�șz�y�����ܰ���VDG���F�����T���w�e̝�p���O���� ��϶�ʷ����К���
ԓ�O��M���X�Ͻ��V�Ͻ�⁺Ͻ�Ƚ����T���Ŀ�϶�șz�y�����ܰ���VDG���F�����T���w�e̝�p���O���� ��϶�ʷ����К���