

- ���g����
LP-463PB-64-01��_��ԇ�˜�
2021-04-17 13:09:49 ��Դ���Ϻ�����x���x���O������˾
���� GMW15919 Ford BI 107-05 LP-463PB-64-01 ���� Ŀ��ֵ2.7L/Min Ŀ��ֵ2.7L/Min Ŀ��ֵ2.7L/Min ��Ʒ�yԇλ�Üض� 98-100�� 98-100�� 98-100�� ���䉺�� �s50psi �s50psi �s50psi �ӑB���� Ŀ��ֵ37.9Kpa��5.5Psi�� Ŀ��ֵ37.9Kpa��5.5Psi�� Ŀ��ֵ37.9Kpa��5.5Psi�� ����͘�Ʒ���x 50-75mm 50-75mm 50-75mm ����͘�Ʒ�Ƕ� 45�� 45�� 45�� ����ֱ�� 12.25 to 12.75mm 12.25 to 12.75mm 12.25 to 12.75mm �����L�� ��100mm ��100mm ��100mm
THERMAL SHOCK PROCEDURE FOR ORGANIC COATING ADHESION TEST
Ϳ��ϵ�y�������yԇ�ğ�_������
1.0 GENERAL
Test procedure is designed to evaluate the adhesion of organic coatings.
�yԇ����ּ���u���ЙCͿ�ӵĸ�������
1.1 Purpose
The purpose of this procedure is to determine the resistance to degradation and/or adhesion loss over steel, aluminum, plastic or other substrates coated with organic finishes while subjected to thermal changes and high pressure spray conditions. These conditions are similar to those generated by the heated pressure wash equipment found in manual car wash operations. Evaluation is based on a pass/fail analysis.
�������Ŀ���Ǵ_���ڟ�׃���߉���Ϳ�l���£�䓡��X�����ϻ�����Ϳ���ЙCͿ�ӵĻ��ĵĿ������Ժ�/�������pʧ�ԡ��@Щ��r�c�ք�ϴ܇�����мӟቺ����ϴ�O��a������r���ơ��u������ͨ�^/ʧ��������
1.2 Coverage of this Standard
This test procedure may be used to evaluate organic finishes over metal or plastic substrates with
appropriate surface preparation (plating, chemical surface treatment, etc). This test procedure can be used for interior, exterior, and underhood/underbody applications.
��ԇ����������u�����ٻ����ϻ����ϵ��ЙC��棬���� �m���ı���̎�����僡����W����̎���ȣ������yԇ���������܇�ȡ�܇��Ͱl�әC����/܇���ײ����á�
2.0 SPECIAL TEST EQUIPMENT & MATERIALS
����ԇ��O��Ͳ���TABLE 1: SPECIAL TEST EQUIPMENT Name Of Item Description Make/Model Scribe Tool
Straight shank tungsten carbide
tipped scribe device with a tip angle
of 60 15 degrees or equivalent.N.A.
Razor knife Common utility knife or X-acto knife N.A. Water Bath
Capable of maintaining 38 +/- 2�� C
with aerationN.A.
Freezer Capable of maintaining -29 +/- 2�� C N N.A. Steam Generator
�����l����Discharge Nozzle: 12.5 mm ID (100
mm minimum length)
Dynamic Head Pressure: 37.9 +/- 2
kPa (5.5 psi) +/- 5% deviationModel 100 Steam
Generator from Atomic Steam
Co., 10727 Fendell, Detroit, MI
48238 or equivalent.
3.0 SUMMARY OF METHOD
This procedure will evaluate organic coating adhesion after exposure to elevated and reduced
temperatures using high pressure steam impingement.
�������u���ЙCͿ�ӱ�¶�ڸߜغ͵͜حh����ĸ�����ʹ�ø߉������_���Ĝضȡ�
4.0 SAFETY PRECAUTIONS
This test procedure involves high and low temperature conditions, steam, and high pressure spray.
Pressurized steam represents a potential burn hazard. Parts must be secured properly to the test fixture and laboratory technicians should wear full face shields and heat resistant gloves. If possible, the testing should be conducted in a test chamber equipped with a full closing front shield with safety interlock to prevent triggering steam with the shield open. This standard does not address all the safety problems associated with its use. It is the responsibility of whomever uses this standard to consult and establish appropriate safety and health practices to determine the applicability of regulatory limitations prior to use.
��ԇ�����漰�ߜغ͵ؗ͜l���������߉����F���Ӊ������Н��ڵğ���Σ�U�����������_�ع̶���ԇ�A���ϣ�����Ҽ��g�ˆT�����ȫ���ֺ��͟����ס����п��ܣ���������ȫ���]ǰ�o�֣�����ȫ�i�b�ã���ԇ������M��ԇ�Է�ֹ�o�ִ��_�r�|�l���������˜ʲ�δ��Q�c��ʹ�����P�����а�ȫ���}��ʹ�ñ��˜ʵ��κ��˶���؟����ʹ��ǰ��ԃ�������m���İ�ȫ�ͽ������`���Դ_���O�����Ƶ��m���ԡ�
5.0 CONDITIONING
Condition fully cured parts or panels for a minimum of 72 hours at 23 +/- 2��C and 50 +/- 10% relative humidity prior to beginning test procedure.
���_ʼԇ����֮ǰ����23+/-2��C��50+/-10%������ȗl������ȫ�̻������������M������72С�r��̎����
6.0 PROCEDURE
A. Immerse test specimen in an aerated water bath at 38 2��C for 4 hours. Water should contain max 5 ppm dissolved solids as sodium chloride (NaCl).
��ԇ�ӽ���38 2��C�ij��ˮԡ��4С�r��ˮ������*��5 ppm���ܽ���w�����Ȼ��c��NaCl����
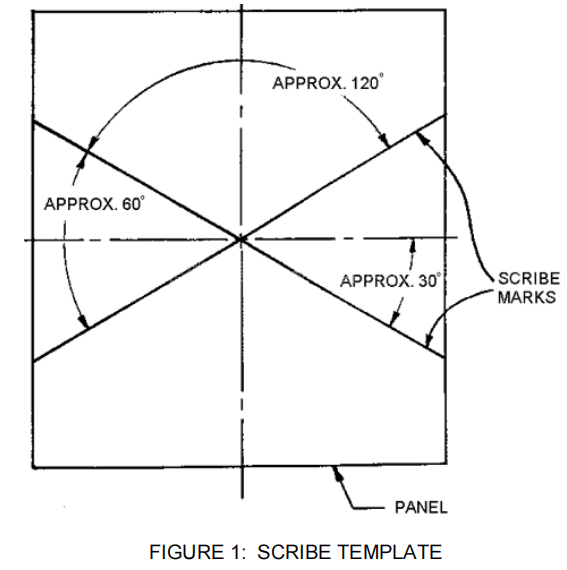
B. Immediately after removal from water bath, scribe parts or panels through to the substrate as shown in Figure 1.
��ˮԡ����ȡ�����������������儝����壬����ʾ
- Hard substrates such as metal or rigid plastic should use a carbide tipped scribe tool.���ٻ�Ӳ���ϵ�Ӳ��Ƭ��ʹ��Ӳ�|�Ͻ�ℝ������
- Elastomeric substrates should be scribed with a razor knife. ��ʹ����횵��������Ի��ס�
- Place parts or panels into freezer held at -29��2��C for a period of minimum 3 hours. ���������������-29 ��2��C�ı���������3С�r��
- Verify that steam generation equipment is functioning at a flow rate or 2.7 L/minute and dynamic head pressure of 37.9 kPa (5.5 psi) as detailed in the equipment section of this document. See Appendix A showing a suitable device for measuring dynamic head pressure. ��C�����l���O����������2.7 L/min�̈́ӑB���^������37.9 kPa��5.5 psi������r���\�У��籾�ļ��O�䲿��������Ҋ���A�������@ʾ�˜y���ӑB���^�����ĺ��m�b�á�
E. Adjust test part or panel holding fixture and nozzle to provide the necessary 45�� angle of impingement and the 50-75 mm nozzle to part distance required for testing.
NOTE: Steam impingement force requires that the part or panel be held tightly to prevent shifting during the test. Adjustable clamps are used to provide both necessary holding strength and part
adjustability.
�{��ԇ���������̶��A�ߺ͇��죬���ṩ��Ҫ��45���_���Ǻ�50-75 mm���쵽ԇ���������ľ��x��
ע�������_����Ҫ��o�o��ס�������壬�Է�ֹ��ԇ��^�����Ƅӡ����{�A�������ṩ��Ҫ�ĊA�֏��Ⱥ�������{�ԡ�
F. Remove part or panel from freezer and immediately mount in the holding fixture ensuring that the nozzle is directed at the center of the ��X�� scribe. See Appendix B.
���������ȡ���������壬���������b�ڊA���У��_������ָ����X�����������ġ�Ҋ���B��
G. Begin 30 second steam impingement within 30 seconds of removal from the freezer.
NOTE: Pressurized steam represents a potential burn hazard. Parts must be secured properly to the test fixture and laboratory technicians should wear full face shields and heat resistant gloves. If possible, the testing should be conducted in a test chamber equipped with a full closing front
shield with a safety interlock to prevent triggering steam with the shield open.
���������ȡ����30����_ʼ30��������_����
ע���Ӊ��������흓�ڵğ���Σ�U�����������_�ع̶���ԇ�A���ϣ�����Ҽ��g�ˆT�����ȫ���ֺ��͟����ס����п��ܣ���������ȫ���]ǰ�o�ֵ�ԇ������M��ԇǰ�o�����а�ȫ�i�b�ã��Է�ֹ�o�ִ��_�r�|�l������
- After 30 second test is complete, evaluate the test part for change in appearance or adhesion loss. 30��ԇ���ɺ��u��ԇ���������^׃���������pʧ��
7.0 REPORT
Record any changes in visual appearance such as cracking, whitening, blushing or discoloration, or loss of gloss.
If adhesion loss occurs, record the area of removal in cm2. Adhesion loss of < 0.5 cm2 is acceptable.
ӛ�ҕ�X���^���κ�׃�������_�ѡ�׃�ס��l�t��׃ɫ��ʧȥ��ɡ�����l��ճ���pʧ��ӛ�ȥ����e����λ��cm2�����������pʧ<0.5 cm2�ǿ��Խ��ܵġ�
8.0 DEFINITIONS/ABBREVIATIONS/ACRONYMS
cm: centimeters
kPa: kiloPascal
L: liters
mm: millimeters
psi: pounds per square inch
9.0 GENERAL INFORMATION
Three asterisks ��***�� after the section/paragraph header denotes single or multiple technical changes to the section/paragraph. Specific technical changes within a section, subsection, table, or figure may be highlighted in yellow.
Certain important information relative to this Laboratory Procedure has been included in separate
standards. To assure the materials submitted meet all of Chrysler requirements, it is mandatory that the requirements in the following standards be met.
CS-9800 - Application of this procedure, the subscription service, and approved sources
CS-9003 - Regulated substances and recyclability
For specific information on this document, please refer to the contact person shown in the "Publication Information" Section of this document. For general information on obtaining Engineering Standards and Laboratory Procedures, see CS-9800 or contact the Engineering Standards Department at LP-463PB-64-01, Change -, 2011-05-09, Page 3
�����°l��





-
�aƷ����
�� ��
- ϵ�ˣ��x����
- 늡�Ԓ��021-32535039
- �֡��C��13472521719
- �����棺021-32535039
- �]���䣺xiewenqing@shdzyq.com
- �]������201821
- �ء�ַ���Ϻ��мζ��^�¸�·1198̖803��̫�����҇��H��B
- �W��ַ��
https://dingzhi1999.cn.goepe.com/
http://www.sgt151.com
