

- ���g����
GB/T1768-2006ɫ���������ĥ�ԵĜy�����D���zɰ݆��.
2021-02-06 12:50:49 ��Դ���Ϻ�����x���x���O������˾

���˜ʵ�ͬ���Ç��H�˜� ISO7784-2:1997ɫ������� ��ĥ�ԵĜy�� ��2����:���D���zɰ݆��(Ӣ�İ�) �������ʹ��,���� IS07784-2 : 1997,���˜��������о�����:
a) �h���ˇ��H�˜ʵ�ǰ�Ժ����� i
b) ISO7784-2.1997��Ҏ���������ļ������õ� IS06507-1:1982�ژ˜��ı��Л]������,�ʱ��˜ʵ�2�²�������ԓ�˜�1
c) IS07784-2:1997�������õ� IS02808Ŀǰ����ȫ�°汾 ISO2808:1997(ԭ��δ�l��) ,�ʱ��˜�ֱ�������� IS02808:1997;
d) 7.2��ע��������Ŀǰ���ȳ��õĈA��ԇ��ߴ� ;100 mm;
e) �����H�˜ʸ�� B��У����ɰ��[���ϚW��ĥ��Ʒ���a���ϕ�(FEPA)�����ĥ����С����43-GB-1984 Pϵ���е� P180̖]�Ğ���� GB/T9258. 2-2000������Ҏ���ɰ��,
f) �����˅����īI,���Y���Ը�������õ��ļ� GB/T9258. 2-2000�г�,
g) ISO7784-2:1997�������õ� IS048:1994�ژ˜��ı��Л]�����ö��H���Y���Ը��������,�����˜ʵ�2�²�������ԓ�˜�,���څ����īI���г���ͬ����ԓ�˜ʵ� GB/T6o31-1998;
h) ȥ����ĥ��ԇ�ʹ���_ע,�����Ϙ˜�Ҫ��ăx��Ŀǰ�ڇ������ܷܺ����ُ��,
i) ����ԇ�r�Č��H��r,�����H�˜��Ё���������ă��������a��:���C�zɰ݆���_ע��������,������5. 3��ע,8,3. 2, 1��ע��
���˜ʴ��� GB/T 1768-1979 ( 1 98 9) ��Ĥ��ĥ�Ԝy���� ��
���˜��cǰ�� GB/T1768-1979(1989)����Ҫ���g���:
һ�Y����ʾ�ķ�����ͬ �� ���˜ʵ� 3��Ҏ����ĥ�Կ������Խ��^�ڶ��Δ���Ħ��ѭ�h����Ĥ���|���p�ā���ʾ,Ҳ��������ĥȥԓ��Ϳ�����µ�Ϳ�ӻ�ײ�����Ҫ��ѭ�h�Δ�����ʾ,��ǰ��HҎ����ĥ��������һ����ؓ�d�½�Ҏ����ĥ���Δ����� Ĥ���|���p�ā���ʾ,
һ��5. 1. 1��������ĥ��ԇ�x�D�_���D�ٞ�(60��2)r/min��Ҏ��
һ��5. 1. 2�и�׃�����zɰ݆��ȡ������zɰ݆�⏽�Լ�ʹ���И��zɰ݆��*С�⏽�ijߴ�Ҏ�� i�����ˌ����b��ăɂ����zɰ݆�ȱ���֮ͬ�ľ��x��ͨ�^�ɂ����zɰ݆�D�S���S���c�D�_�������S��֮l�ɵľ�ߵȃ��ݵ�Ҏ��,
һ��5, 1. 2�������ˌ����zɰ݆ʹ���ڵ�Ҏ��,
һ��5. 1. 4���D1�Љ����ˌ��ɂ�������Ŀڏ�������λ�ü�����Լ���'l111�찲�b�������b���еĚ≺�ȃ��ݵ�Ҏ��,
һ��5. 1. 3��5. 2�������ˌ�ĥ��ԇ�x��Ӌ������.�ƴa�ȃ��ݵ�Ҏ��;
һ���˜�5. 3Ҏ���������½��|������ɰ݆,�����½��|���x�������x�����zɰ݆����,ǰ��Ҏ����ɰ݆��ɰ݆�����C����, l��ɰ݆�� o̖����ɰ������,
һ��8. 3. 2. 4��������ÿ�\�D5oo�D��Ҫ�������½��|���������ɰ݆��Ҏ��,
һ���˜�7. 1Ҏ���ײĿ����x�� IS01514: 1993��Ҏ���ĵײ�,���п���,�M����ʹ���c���Hʹ�Õr��ͬ��͵IJ���,����ƽ���o׃��,��ǰ��Ҏ���ײĞ鲣����,
һ�ڸ�� B�Љ����ˌ�ĥ��ԇ�x�M��У�ʵķ�����Ҏ��,
һ��5.5����ƽ������1 mg�Ğ� 0. 1 mg,
һ���˜�8. 4. 2Ҏ���H��Ϳ�ӱ������Ƥ��ˢ�۵�ԭ�����Ҏ�t�r,�����ڜy��ǰ���Aĥ50�D
������M�����@һ����,���ڈ����ע��,ǰ���ڶ�ÿ�K�Ӱ�ԇ�ǰ��Ҫ���Aĥ50�D,�қ]��Ҫ���ڈ����ע��;
һ���˜�8. 4. 6����� B�� B. 3. 3Ҏ��ԇ�弰�˜��\�彛�^ĥ�����ڷQ��ǰ���ò���ë�ļ��ѱ������,ǰ��Ҏ����ë�P���pĨȥ��м,
һ���˜� 9. 1 Ҏ�����Y�����|���p�ā���ʾ�r��ƽ��ԇ�����,��ȡ���Μy��ֵ��ƽ��ֵ,ǰ��Ҏ��ƽ��ԇ�ɴ�,ÿ�Μy��ֵ�cƽ��ֵ֮�����ƽ��ֵ��7% ��
���˜ʵĸ�� A��Ҏ���Ը��,��� B��� C���Y���Ը�䛡�
���˜����Ї�ʯ�ͺͻ��W���I�f����� ��
���˜���ȫ��Ϳ�Ϻ�Ƙ˜ʻ����gί�T���w�� ��
���˜���݆�λ:�Ї��������O����˾����Ϳ�ϻ����о�Ժ���Ϻ��F���h�����̼��g����˾ ��
���˜���Ҫ�����:���շ���
���˜���1979���״ΰl��,,1989��_�J,������ӆ��
1 ����
���˜�������ɫ�ᡢ���ἰ���P�aƷȡ�Ӻ�ԇ��ϵ�И˜�֮һ ��
���˜�Ҏ���˲������zɰ݆��ͨ�^���zɰ݆�����D�\���M��ĥ����y��ɫ�ᡢ�������P�aƷ�ĸ�Ĥ����ĥ�Ե�ԇ����
2 Ҏ���������ļ�
�����ļ��еėl��ͨ�^���˜ʵ����ö��ɞ鱾�˜ʵėl�� �� ����ע���ڵ������ļ�,���S�����е��Ć�(���������`�ă���)����ӆ������m���ڱ��˜�,Ȼ��,�Ą�������˜��_�Ʌf�h�ĸ����о��Ƿ��ʹ���@Щ�ļ���ȫ�°汾 �� ���Dz�ע���ڵ������ļ�,��ȫ�°汾�m���ڱ��˜� ��
GB/T31:86 ɫ�ᡢ�����ɫ���c������ԭ���� ȡ��(GB/T3186-2006,IS0l5528:2000,IDT)
GB/T9271 ɫ���� �˜�ԇ��(GB/T9271-l988,eqv IS01514:1984)
GB/T13452.2 ɫ������� ��Ĥ��ȵĜy��(GB/T13452.2-1992,eqvlS02808:1974)
GB/T20777 ɫ������� ԇ�ӵęz�˺��Ƃ�(GB/T20777-2006,IS��1513:1992,IDT)
3 ԭ��
��Ҏ���l����,�ù̶���ĥ��ԇ�x�ϵ����zɰ݆ĥ��ɫ��������ĸ���Ĥ,ԇ�rҪ�ڙ��zɰ݆�ϼ���Ҏ�����������a �� ��ĥ�����Խ��^Ҏ���Δ���ĥ��ѭ�h����Ĥ���|���p�ā���ʾ,������ĥȥԓ��Ϳ�����µ�Ϳ�ӻ�ײ�����Ҫ��ѭ�h�Δ�����ʾa
4 ��Ҫ���a���Y��
�����κ��ض��đ��ö���,���˜�Ҏ����ԇ����Ҫ���a���Y�ρ����� �� �a���Y�ϵėl���ڸ�� A���г���
5 �x��
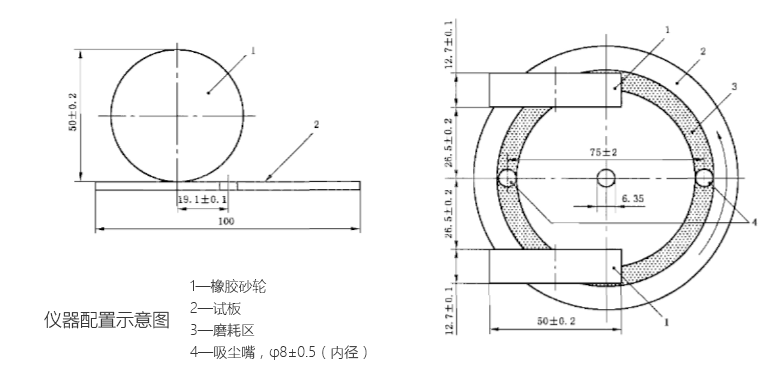
5. 1 ĥ��ԇ�x,��5. 1. 1��5. 1.4���������M��(Ҋ�D1)��
5. 1. 1 �D��,����(60ʿ2)r/min���D�����D,�����܌�ԇ�嶨���İ��b���D�������ι̵��涨ס ��
5. 1.2 �ɂ����zɰ݆,ÿ�����zɰ݆��(12.7ʿ0. 1)rnm�����@�ɂ����zɰ݆�քe���b��ˮƽ�D�S�ϲ������@�D�S�����D�ӡ� �ɂ����zɰ݆�ȱ���֮���ľ��x��(53. 0ʿ0. 5)mrn,���O��ͨ�^�@�ɂ��D�S���S���c�D�_�������S��֮�g�ľ�ߞ�(19, l��0. 1)mm���µ����zɰ݆�⏽��(51. 6ʿ0. 1)mm,���κ���r������ɰ݆���⏽�����õ���44. 4 mm��
���zɰ݆��̖���x�����P���̶���
�������zɰ݆�����zճ�Y���ϕ���u׃Ӳ,������z����Ӳ���Ƿ�������a��Ҏ���ļ��gҪ�� ����ѳ��^�����zɰ݆�����a�̘�ע�Ľ�ֹ����,���ߌ��ڛ]�нo����ֹ���ڵ���ُ�I֮�����ѳ��^һ���,���zɰ݆������ʹ�� ��
1) ����Ϳ�ϮaƷʹ�Õr��ĥ����r,�քe�M������ Taber Industries��˾�����N��̖�����Kɰ݆ CS-10F��CS-10��CS-17 ��s����ĥ�����÷քe�c���ஔ�����zɰ݆��
5. 1. 3 ӛ����,ӛ��D�_��ѭ�h(�\�D)�Δ� ��
5. 1. 4 ���m�b��,�Ѓɂ����m�졣 һ�����m��λ���̂�ɰ݆֮��,��һ���tλ����ֱ�������cһ����������෴��λ�á� �ɂ����m���S��֮ͬ�ľ��x��(75ʿ2)mm,���m���cԇ��֮ͬ�ľ��x��(1~2)mm��
���m�춨λ��,���m�b���еĚ≺���ȴ�≺��1. 5 kPa2 ~1. 6 kPa��
5. 2 ���a,��ʹÿ�����zɰ݆�ϵ�ؓ�d��u����,*���1 kg��
5. 3 ���½��|,��ĥ���AƬ����ʽ����,�����������zɰ݆��
ע:��������ͬ�����zɰ݆�M��ͬ�����½��|��
5. 4 ���ư�,��Ȟ�(0. 8~1)mm,���ڃx����У��(��Ҋ��* B).
5.5 ��ƽ,���_��0.1 mg��
6 ȡ��
��GB/T 3186��Ҏ����ȡ��ԇ�aƷ�����Ϳ���wϵ��ÿһ���aƷ���Ĵ����Ԙ�Ʒ��
��GB/T20777��Ҏ��,�z�˺��Ƃ�ԇ��Ʒ��
7 ԇ��
7,1�ײ�
���������̶�,��GB/T9271��Ҏ���x��ײ�,���п���,���M���x���c���Hʹ�Õr��ͬ��͵IJ��ϡ�ԇ��ײđ�ƽ���қ]��׃��,��t��ԇͿ�ӵ�ĥ�Č�������
7,2�Π�ͳߴ�
ԇ����Π�ͳߴ瑪��ʹԇ�����_�̶��ڃx����,ԇ�������_��һ��ֱ����6.35mm�Ŀ�a
ע:���õ�ԇ��ߴ��100mmX100mm��f100mm��
7.3̎����Ϳ�b
���������̶�,��GB/T9271��Ҏ��̎��ÿһ�Kԇ��,Ȼ����ԇ�aƷ��aƷ�wϵ��Ҏ���ķ����M��Ϳ�b��
7.4�ɲٺ͠�B�{��
��ÿһ�K��Ϳi����ԇ����Ҏ���ėl���¸���(��濾)������(���m��)Ҏ���ĕrͬ��
7,5Ϳ�ӵĺ��
��GB/T13452.2Ҏ����һ�N�����y����Ĥ�ĺ��,��m��ʾ��
8 ���E
8,1ԇ�l��
���������̶�,�ڜض�(23��2)����������(50��5)%�l�����M��ԇ
8.2�x���ļ���
У�ʃx��(��*B�нo����У�ʲ��E��ʾ��)��
8.3���zɰ݆�Ĝʂ�
8.3.1�z�˘��zɰ݆�Ƿ���5,1��2Ҏ����Ҫ��
8.3.2��_���C�zɰ݆��ĥ�����þS����һ������ˮƽ,�������a�̵�Ҏ������8.3,2.1��8.3.2.4�ʂ����zɰ݆��
8.3.2.1�����x������zɰ݆���b�����Ե��h����,ע�ⲻҪ����ֱ�ӽ��|ĥ���档�{�����zɰ݆�ϵ�ؓ�d�����P���̶���ֵ��
ע:�M�zɰ��݆�ϵ�ؓ�d�����a�Ę�ʾ�|��(�Ӊ����|���c���a�����|��֮��)����ʾ��
8.3,2.2�����½��|�AƬ���b���D�_�ϡ�С�ķ���ĥ���^ʹ���zɰ݆���ڈAƬ�ϡ����ú����m��,�{�����m���λ��ʹ֮��߇�Ƭ����s1mm��
8.3.2.3��Ӌ�����O������a
8.3.2.4���_���m�b��Ȼ���D�_�������zɰ݆�����½��|�AƬ��ͨ�DҎ�����D�����������zɰ݆��
ע:���õ��D����50�D��
�ڜyԇ����ԇ��ǰ�Լ�ÿ�\�D500�D��Ҫ���@�N��ʽ�������zɰ݆,ʹĥ���愂�óʈA����,����ĥ�����c����֮ͬ��߅���Q����,�]���κΏ����돽���״�ʹ��ǰҪ�����µĘ��zɰ݆��
8.4�y��
8.4.1���������̶�,��ͿĤԇ���ڜض�(23��2)��C���������(50��5)%�l��� �B�{������16h��8.4.2���Ϳ�ӱ�������Ƥ��ˢ�۵�ԭ�����Ҏ�t�r,�ڜyԇǰҪ���Aĥ50�D,���ò���ë��_������������M�����@һ����,�t����ԇ�����ע��a
8.4.3�Q�ؠ�B�{�����ԇ������Aĥ���ò���ë�ļ�������ԇ��,���_��0.1mg,ӛ��@һ�|����8.4.4��ԇ��̶����D�_��,��ĥ���^����ԇ����,�ź����m�졣
8. 4. 5 ��Ӌ�����O������,���_���m�b��,Ȼ���D�_ ��
8. 4, 6 ���^�ڶ����D����,�ò���ë�ļ���������ԇ���ϵ��κ����ɵ�ĥм��ȥ,�ٴηQ��ԇ�岢ӛ*�@һ�|�� �� �z��ԇ�忴Ϳ���Ƿ�ĥ�� ��
8. 4. 7 ͨ�^��һ���Ć����Д�ԇ�������_�y��ĥ���c��Ӌ�㽛�^Ҏ���D����ĥ��ѭ�h���ƽ���|���p��a
8. 4. 8 ������ɉKԇ�����؏�8��4. 2��8. 4, 6�IJ��E��ӛ䛽Y����
9 �Y����ʾ
9. 1 ��ÿһ�Kԇ��,�Üp����Ӌ�㽛�̶����D������|���p�� ��
Ӌ���������Kԇ���ƽ���|���p�IJ����Y��,���_��1 mg�� ע:Ҳ��Ӌ���Д�ԇ��ÿ��ͬ�����|���p�ġ�
9. 2 Ӌ�㷨�ӻ��Ϳ���wϵ�е���Ϳ�ӱ�ĥ�������ƽ���D�� ��
ע: Ĩ��ĥ����,�|���p���ܵײ�ĥ�p��Ӱ�.
10 ���ܶ�
��Ҋ��� C��
�����°l�� -





-
�aƷ����
�� ��
- ϵ�ˣ��x����
- 늡�Ԓ��021-32535039
- �֡��C��13472521719
- �����棺021-32535039
- �]���䣺xiewenqing@shdzyq.com
- �]������201821
- �ء�ַ���Ϻ��мζ��^�¸�·1198̖803��̫�����҇��H��B
- �W��ַ��
https://dingzhi1999.cn.goepe.com/
http://www.sgt151.com
